Viszkozitásmérés a gyakorlatban - 1. rész

2020.11.16.| 8 perc
Szerző: Dr. Szűcs András
A mérés célja:
Megismertetni a gépbeállítókat és a technológusokat egy egyszerű módszerrel, amivel képesek az anyag viszkozitásának meghatározására hőmérséklet és sebesség függvényében a fröccsöntő gép segítségével.
Bevezetés
Ipari környezetben a műanyagok viszkozitásának mérését MFI berendezéssel, ritkább esetben valamilyen viszkoziméterrel szokták elvégezni. A látszólagos viszkozitás meghatározása a nyíró feszültség (τ, ejtsd: „tau”) és a nyíró sebesség (γ ̇, ejtsd: „gammapont”) hányadosát jelenti. Tudományos mérésekhez, nagy viszkozitású anyagok esetén (polimer ömledékek) a valós viszkozitás meghatározásához számos további korrekciót is szükséges használni (Bagley, Disszipáció, Mooney, Weißenberg-Rabinowitsch). Egy termelés indítása során a technológus munkáját nagy mértékben tudja segíteni az, ha rövid időn belül el tudja dönteni:
- Az ömledék viszkozitása milyen mértékben tér el az eredetileg meghatározott referencia értéktől;
- Az alapanyag nagy valószínűséggel megegyezik az előírt anyagminőséggel;
- Nem megfelelő szárításból adódóan, darálék visszakeverésből, degradációból nincs molekulatömeg változás;
- Megfelelő az anyag hőmérséklete;
- Az előírttal azonos-e a henger végén lévő fúvóka geometriája.
A fenti felsorolásból látszik, hogy a viszkozitás és a gyártási környezet ismerete nemcsak elméleti megközelítésből fontos, hanem nagyon nagy segítséget tud adni minden egyes gépindítás során. Azonnali választ ad az anyagkeveredésre, illetve az alapanyag batch-ek közötti különbségek mértékére.
Fontos hangsúlyozni, hogy a teszt rendkívül rövid idő alatt elvégezhető és azonnal számszerűsíthető eredményt ad a gyártás indíthatóságáról.
Elméleti összefoglaló
Mit jelent a viszkozitás?
A viszkozitás egy molekuláris szintű belső súrlódás, az anyag áramlással szembeni ellenállása.
Az anyag viszkozitása függ:
- Az áramlási geometriától
- Az anyag típusától és az adalékanyagoktól (kémiai szerkezettől és az összetevőktől)
- Molekulatömegétől és molekulatömeg eloszlásától
- Hőmérséklettől
- Nyíró sebességtől és
- Kis mértékben a nyomástól
Amennyiben a fentiekben bármilyen változás áll be, akkor az anyag viszkozitása is változik kisebb-nagyobb mértékben. A néhány százalék változástól akár több nagyságrendi eltéréssel is lehet számolni. Mielőtt egy termelést elindítunk, ajánlott tisztában lenni az anyag viszkozitásával, a technológiát alapjaiban meghatározó jellemzővel.
A látszólagos viszkozitást az áramlási keresztmetszetben fellépő erők és sebességek ismeretében írhatjuk fel. A látszólagos viszkozitás a következőképpen határozható meg:
ahol η_app a látszólagos (korrekció mentes) viszkozitás, τ_app a látszólagos nyírási feszültség és γ ̇_app a látszólagos nyírási sebesség. A nyírási feszültség számolása a kialakult nyomás és az áramlási geometria (jelen esetben kör) ismeretében lehetséges:
ahol p [bar] a fúvóka előtt kialakult nyomás, r [mm] a fúvóka rádiusza, L [mm] a fúvóka hossza. A viszkozitás és a folyásgörbe számolásához szükséges fúvóka geometria (1. ábra). A látszólagos nyírási sebesség meghatározásához ismernünk kell a fröccsöntési sebességet:
ahol V ̇ [cm3/s ] a fröccsöntőgépen beállított térfogatáram és r [mm] a fúvóka rádiusza.
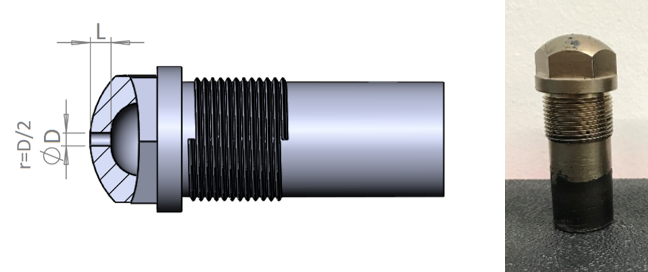
1. ábra. A használt fúvóka modellje és geometria méretei
A mérés előkészítése, menete
A mérési tervet táblázatban foglaljuk össze, amely tartalmazza a legfontosabb információkat az alapanyaggal, hőmérséklettel és a fúvóka geometriával kapcsolatban. A méréshez a következő paraméterek ismerete szükséges:
- Bemenő paraméterek
- Fúvóka geometria (hossz, rádiusz)
- Alapanyag hőmérséklet
- Fröccsöntési sebességek
- Mért paraméterek
- Kifröccsöntéshez szükséges nyomás
- Ellenőrizendő paraméterek
- Valós fröccsöntési sebesség és profil (gépsebesség)
- Anyaghőmérséklet
A mérés elvégezhető ellenőrzések kihagyásával is, de célszerű megbizonyosodni, hogy a fröccsöntő gép a képes beállított paraméterek megvalósítására. A kifröccsöntött ömledék hőmérsékletét érdemes több adagolási út használatával is ellenőrizni, hogy megbizonyosodjunk a hőmérséklet eloszlás elfogadható nagyságáról. Nem ritka eset, hogy egy hibás hőelem csatlakozás vagy a nagy adagolási sebesség miatt a beállított és a mért érték között akár 50°C különbség is kialakul
Az alapanyag hőmérséklet megválasztásánál figyelembe kell venni az anyag adatlapján található ajánlásokat. Célszerű a mérést 3 különböző hőmérsékleten, az ajánlott feldolgozási tartomány alsó és felső értékhatárai között megválasztva elvégezni. A hengerhőmérséklet legyen azonos a gyártás során használt profillal. A fröccsöntési sebességeket a gyakran használt tartományból kell megválasztani, azonban a kifröccsöntés sebessége állandó legyen.
A mérést több különböző sebességgel (legalább 3 szükséges) végezzük el, hogy megkapjuk az anyag nyírási sebességre adott jellemzőit. Több sebesség használatával az anyag látszólagos viszkozitásgörbéje elkészíthető. A műanyagok viszkozitása az áramlási sebesség növelésével csökken. Ez a csökkenés anyagtípusonként eltérő, míg polikarbonát esetén a viszkozitás csökkenés sebesség növelésével minimális, addig polietilént vizsgálva akár több nagyságrendi csökkenést tapasztalhatunk. Fröccsöntés során a formaüregben a gyakorlati nyírási sebesség 100-10000 közé tehető a szerszámban.
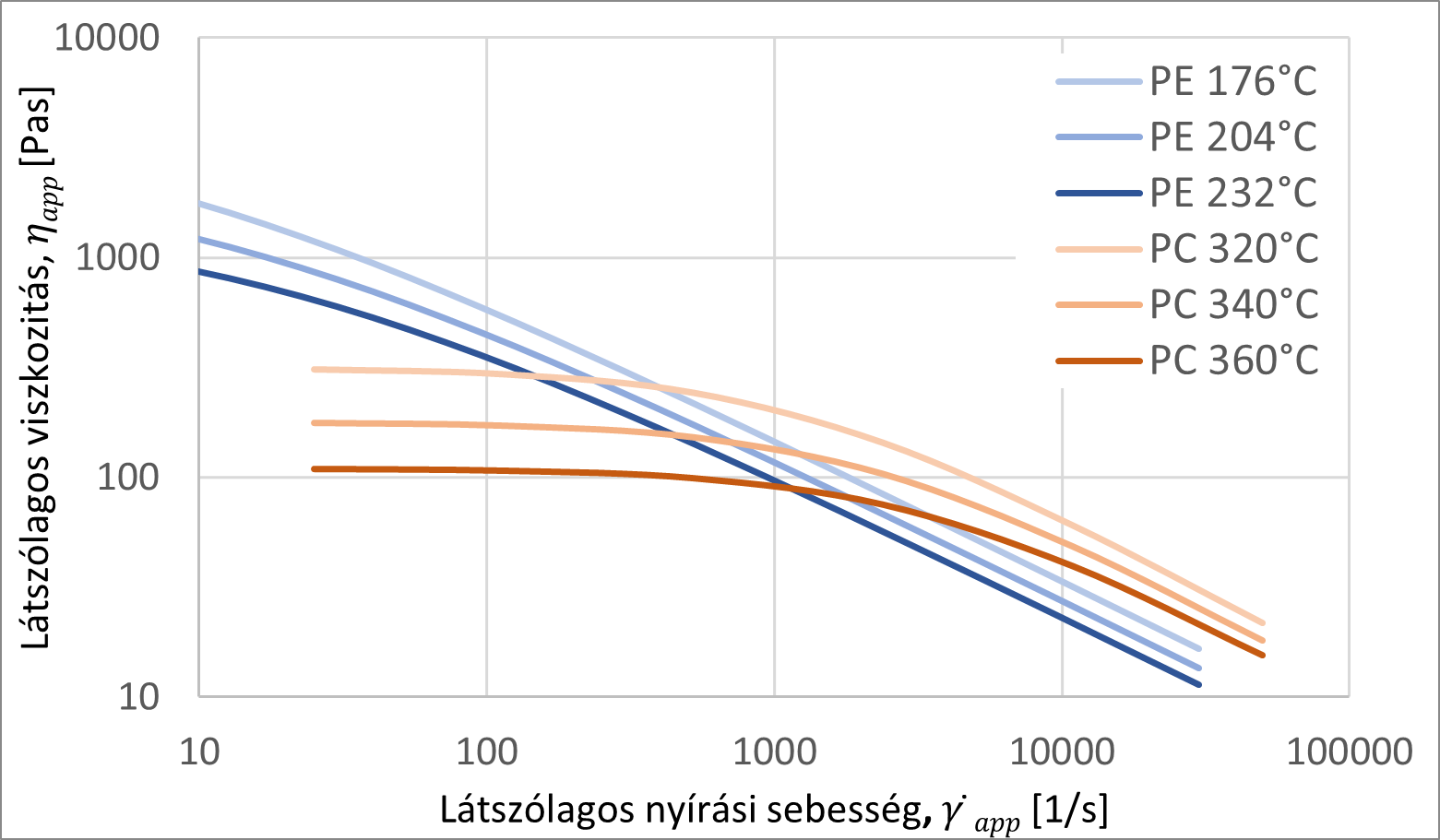
2. ábra. Különböző hőmérsékletű PE és PC viszkozitásának összehasonlítása a nyírási sebesség függvényében
A különböző sebességekkel meghatározott viszkozitások hányadosával tudjuk képezni az anyag nyírással szemben mutatott válaszreakcióját, amelyet nyírási érzékenységnek (n) nevezünk. A jelenséget a gyakorlott gépbeállítók jól ismerik, ezzel a módszerrel azonban, már számszerűsíteni is képesek lesznek. A nyírási érzékenységi tényező megmutatja, hogy az anyag viszkozitása mennyit csökken a sebesség növelésének hatására. Ennek köszönhetően az optimális, legkisebb szórást adó fröccsöntési sebesség könnyen beállítható.
A szakirodalomban a viszkozitásgörbéket log-log skálán szokásos megjeleníteni. A gyakorlatban azonban sokkal beszédesebb a hagyományos megjelenítés, mert ezzel jól szemléltethető a sebesség és a hőmérséklet hatása a folyóképességre, illetve a fröccsöntőgép segítségével elérhető nyírósebesség tartomány korlátozott.
A cikk második részében a mérés megvalósítását és az eredmények kiértékelését mutatjuk be.